Our core competence is material handling and logistics. We have been doing this for 17 years. Together with our partners, we implement these systems in safe and environmentally-friendly wire pickling plants and tube treatment systems as well as galvanising lines.
Depending on customer requirements, we also build turnkey plants - from green field through to finished production bay, installed and commissioned ready for operation.
Demand-specific material handling and logistics are the basis for the commercial success of your plant.



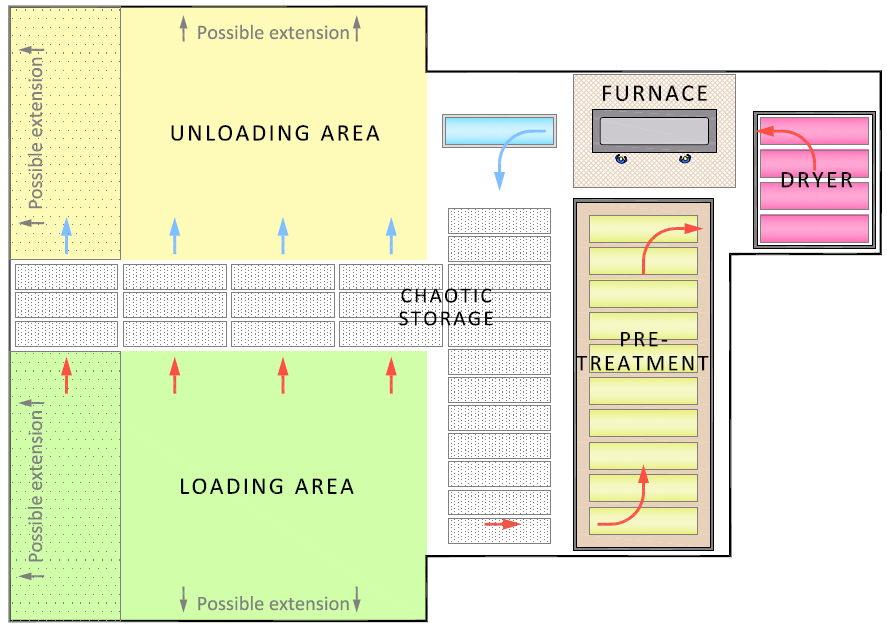
The BASIC line incorporates INGENIA’s proven and CE-certificated, high-performance components. In this type of line, all processes are subject to independent worker completion and control.


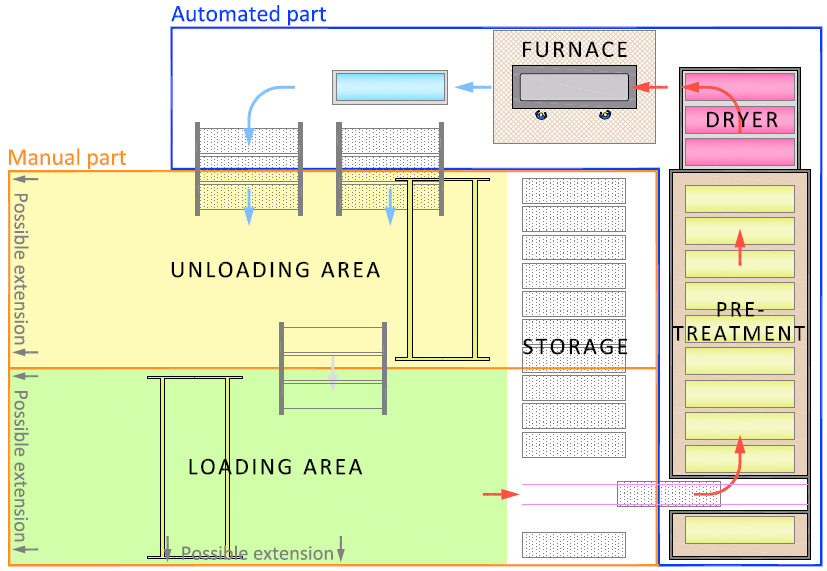
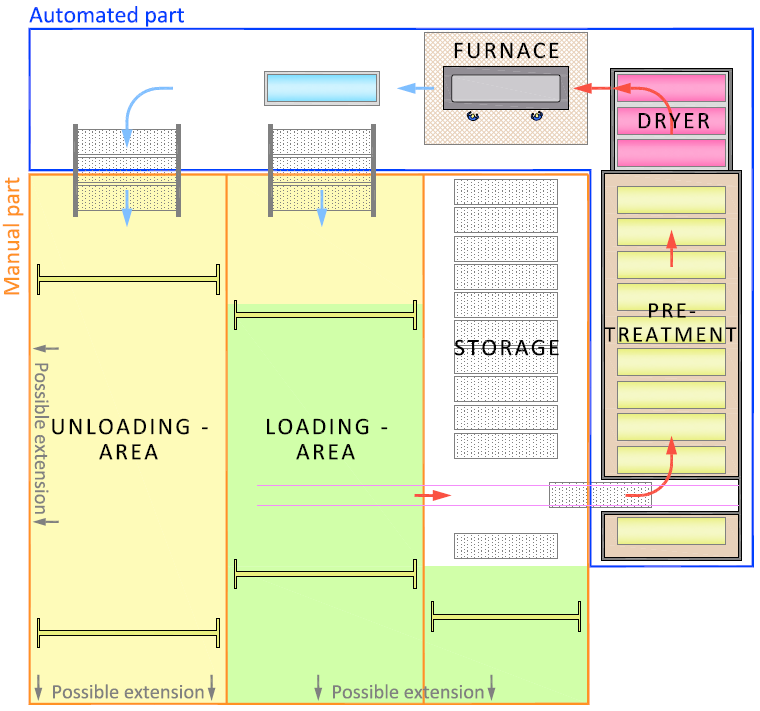
This line incorporates partially automated processes and INGENIA’s proven and CE- certificated, high-performance components.
In this type of line, certain processes can be automated using a master computer, or be completed independently by a worker. However, loading and unloading, as well as lifting beam management are all carried out directly by the worker.
The SEMI line type in overview:
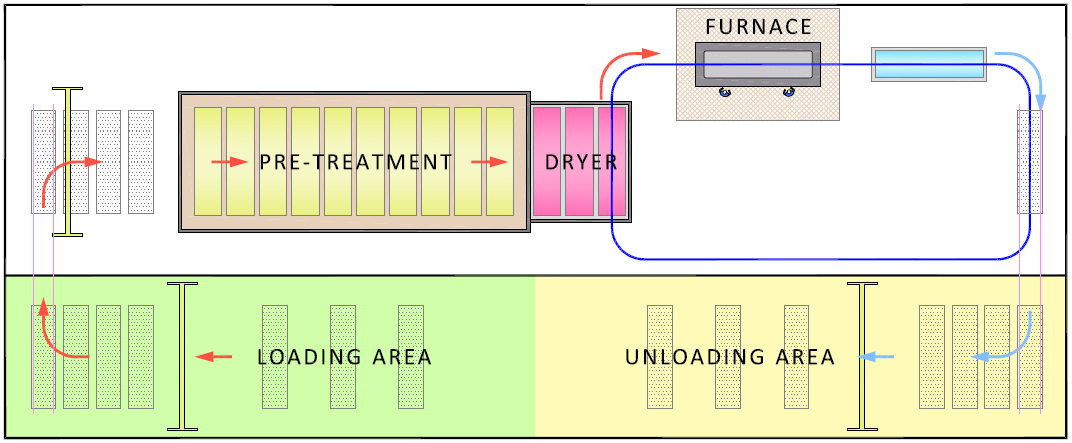
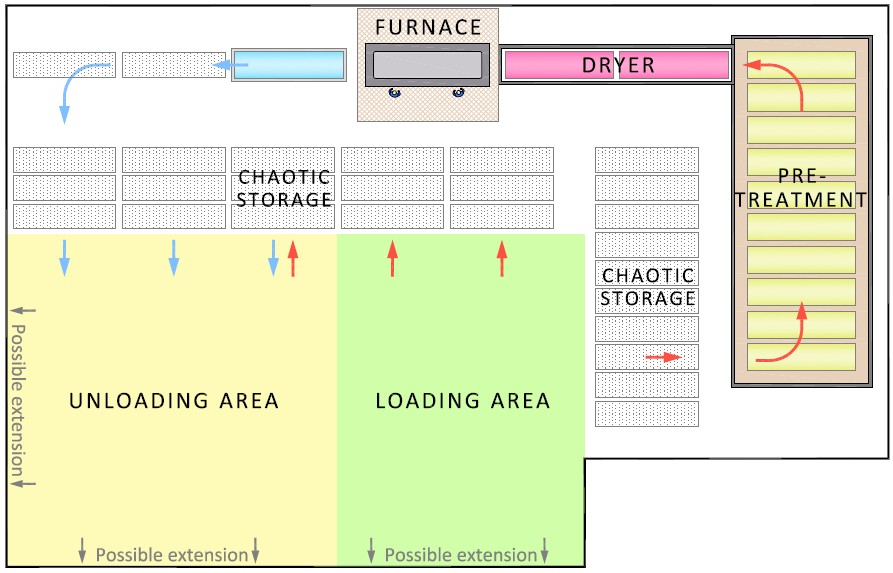
This line incorporates fully automated processes and INGENIA’s proven and CE- certificated, high-performance components. In this type of line, a master computer controls all processes and the intelligent logistic concept.
This guarantees shorter lifting beam changing times and fewer personnel.
The Professional line type offers the highest safety level, as all the process areas are automated.
The PROFESSIONAL line type in overview:
Features:
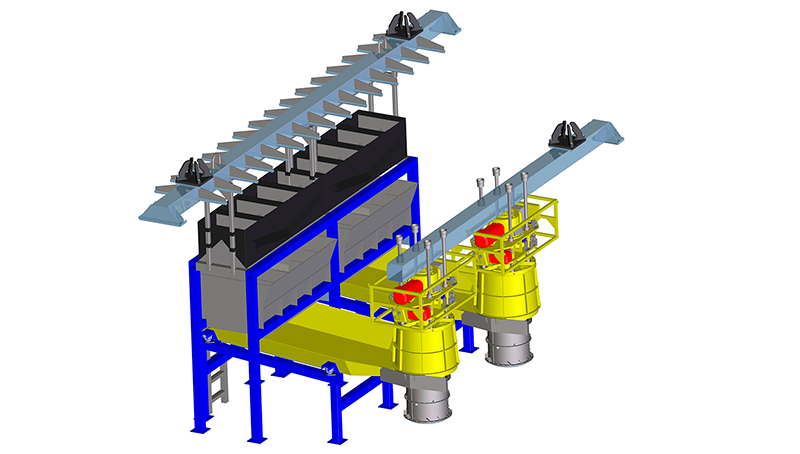
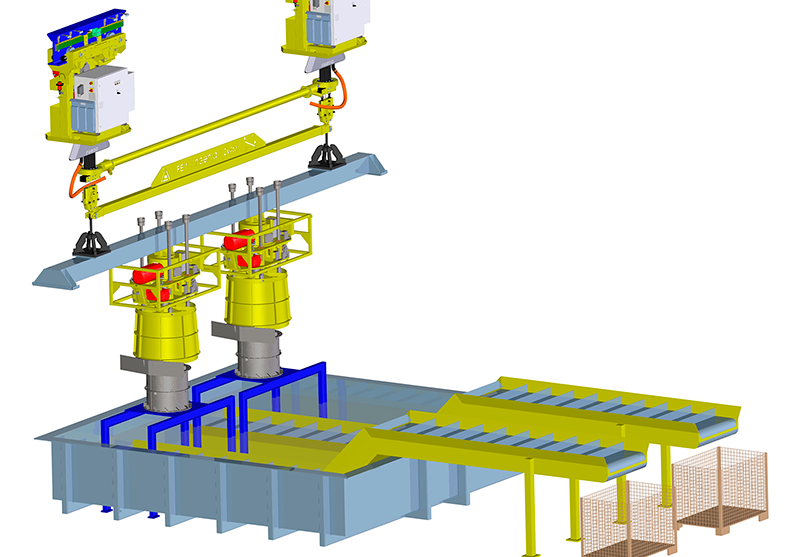
INGENIA IZ centrifuges serve as a cost-efficient supplement in piece good lines.
They can be retrofitted for use in all existing galvanising shops, or be integrated into the conceptual phase of new lines.
In addition, loading and unloading stations, quenching tanks and drier systems are all available.
Advantages:



Modular products:
Material pre-treatment plays a decisive role in galvanising quality. Therefore, the “degreasing”, “pickling”, “rinsing” and “fluxing” procedures follow sophisticated and strict recipes, which are pre-programmed in the automatic plant control system in a far-sighted, structured and individual manner.
The gaseous emissions (hydrogen chloride – HCl) created in the encapsulated processing tanks are washed out of the atmosphere using special capture, extraction and high-tech waste air scrubbers. The HCl is then returned to the process tanks. As a result, the European directives with regard to exhaust air and flue gases are not only fulfilled, but also undercut.
The process tanks are made from polyethylene or polypropylene, whereby the choice of materials remains flexible. The tanks are encased in a steel corset.


Modular products:
Furnace design is another area that demonstrates systematic efficiency and the use of the latest technology, which can be matched individually to any size of steel boiler. You can select between a flat flame or a high-velocity burner fitted with the most modern regulation and control technology available. Both variations are operable with gas, diesel or electricity.
Modular products:
In order to prevent zinc explosions and minimise ash formation, the steel parts subject to various flux agents are dried using circulatory air. This process takes place either in a tunnel drier with a conveyor, or in an underfloor drier with/without a conveyor. Irrespective of your choice of system, the drying furnace will be modified to match your requirements with regard to the location and material flow.
Temperatures in the drying furnace generally range between 80-100°C although they can be as high as 140°C. The drying air is either heated directly or indirectly using a natural gas fired heating device and is then blown into the entirely sealed chamber via ventilators. An optimum airflow over the material to be dried is provided by the individual layout of the drying air piping.
Tunneltrockner mit Transporteinrichtung
Both gaseous (hydrogen chloride – HCl) and atomised (zinc chloride/ammonium chloride) emissions are formed during hot galvanising and may not exceed the respective current limits. Therefore, special capture, extractor and dedusting systems have to be installed.
Our high-tech, exhaust air scrubbers are installed in the galvanising furnace housing with the appropriate openings for crane slings and the skimming process. The scrubbers quickly neutralise any harmful emissions and offer the major advantage of permitting the reopening of the housing only minutes after the immersion process.
Using this technology, your galvanising plant not only operates with outstanding energy efficiency, but also undercuts the European exhaust air and flue gas directives. In this way, we join with you to fulfilling our shared responsibilities to people and the environment.
Incidentally, the zinc dust extracted by the filters can be disposed of easily and returned to a recycling process.
Modular products and part services:
In the case of turnkey plants, INGENIA undertakes the entire project management and complete interface coordination. For customers this means support during site and property analyses, approval procedures, cost supervision and joint realisation planning. The latter extends from the construction preparations and planning submissions, detailed planning, hall construction and plant technology, to the core logistics area and commissioning.
INGENIA is also subsequently close at hand with an extensive range of after-sales services.
